
Rubberen buizenonderscheidt zich duidelijk van andere slangen vanwege het rubbergehalte, een elastomeer dat een hoge sterkte en duurzaamheid heeft en kan worden uitgerekt en vervormd zonder permanent te worden beschadigd. Dit komt voornamelijk door de flexibiliteit, scheurweerstand, veerkracht en thermische stabiliteit.
Rubberen buizen worden geproduceerd met behulp van een van twee processen. De eerste methode is het gebruik van een doorn, waarbij rubberen strips om een buis worden gewikkeld en verwarmd. Het tweede proces is extrusie, waarbij rubber door een matrijs wordt geperst.
HoeRubberen buizenwordt gemaakt?
Doornproces
Rubberen rol
Het rubber dat wordt gebruikt voor het vervaardigen van rubberen buizen via het doornproces, wordt voor productie geleverd in rollen rubberen strips. De dikte van de wanden van de buis wordt bepaald door de dikte van de platen. De kleur van de slang wordt bepaald door de kleur van de rol. Hoewel kleur niet nodig is, wordt het gebruikt als methode om de classificatie en het uiteindelijke gebruik van de rubberen slang te bepalen.

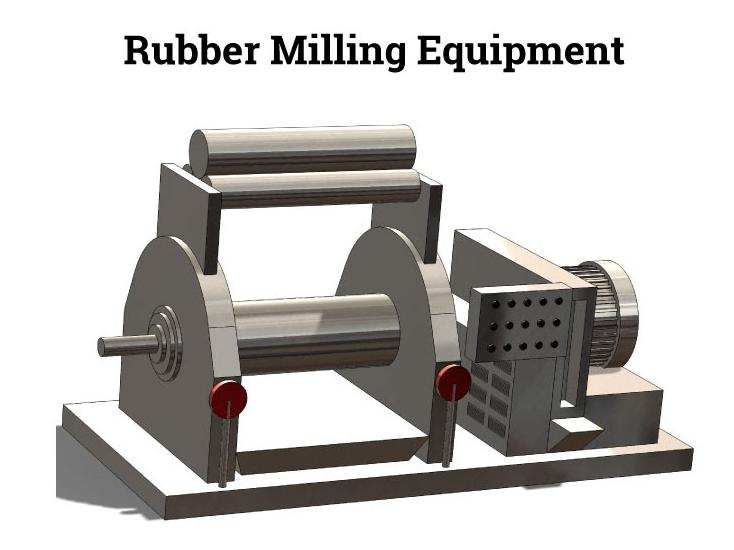
Frezen
Om het rubber buigzaam te maken voor het productieproces, wordt het door een molen geleid die de rubberen strips verwarmt om het rubber zachter en gladder te maken, zodat het een gelijkmatige textuur krijgt.
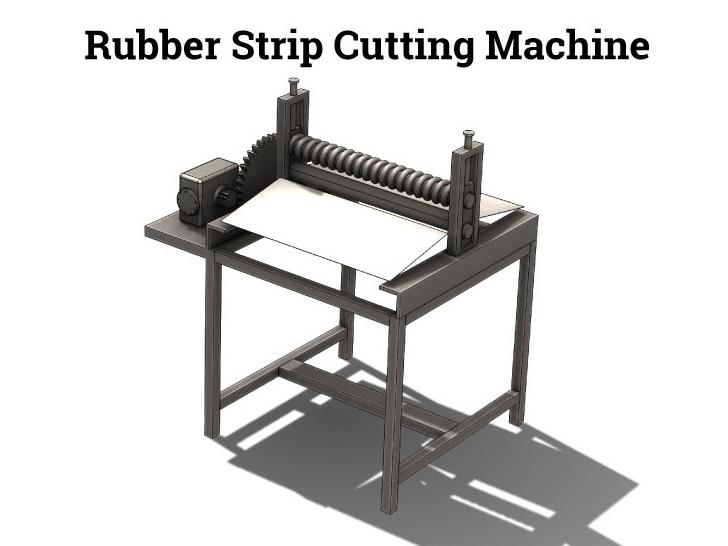
Snijden
Het zachte en buigzame rubber wordt naar een snijmachine verplaatst die het in stroken van gelijke breedte snijdt, passend bij de breedte en dikte van de maat van de te maken rubberen buis.
Doorn
De stroken die bij het snijden ontstaan, worden naar de doorn gestuurd. Voordat de strips op de doorn worden gewikkeld, wordt de doorn gesmeerd. De diameter van de doorn is exact hetzelfde als de boring van de rubberen slang. Terwijl de doorn draait, worden de rubberen strips er in een gelijkmatig en regelmatig tempo omheen gewikkeld.

Het wikkelproces kan worden herhaald om de gewenste dikte van de rubberen slang te bereiken.
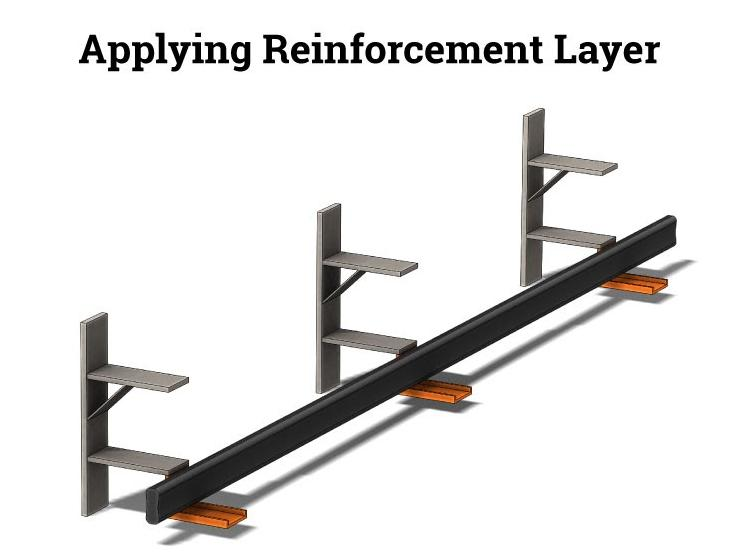
Verstevigingslaag
Nadat de slang de exacte dikte heeft bereikt, wordt een verstevigingslaag toegevoegd die is gemaakt van een zeer sterk synthetisch materiaal met een rubberen coating. De keuze van de laag wordt bepaald door de hoeveelheid druk die de rubberen slang kan verdragen. In sommige gevallen kan voor extra sterkte draad aan de versterkingslaag worden toegevoegd.
Laatste laag
De laatste laag rubberstrippen is de buitenbekleding.

Tappen
Nadat alle verschillende lagen rubberstrips zijn aangebracht, wordt de volledige lengte van de voltooide slang omwikkeld met natte nylontape. De tape zal krimpen en de materialen samendrukken. Het resultaat van het omwikkelen met tape is een getextureerde afwerking op de buitendiameter (OD) van de slang, wat een aanwinst en voordeel wordt voor toepassingen waarbij de slang zal worden gebruikt.
Vulcanisatie
De slang op de doorn wordt in een autoclaaf geplaatst voor het vulkanisatieproces waardoor het rubber uithardt, waardoor het elastisch wordt. Zodra de vulkanisatie is voltooid, wordt de gekrompen nylontape verwijderd.

Verwijderen van de doorn
Het ene uiteinde van de slang is goed afgesloten om druk te creëren. Er wordt een gat in de slang gemaakt zodat er water naar binnen kan worden gepompt om de rubberen slang van de doorn te scheiden. De rubberen slang kan gemakkelijk van de doorn worden geschoven, de uiteinden worden bijgesneden en op de gewenste lengte gesneden.
Extrusiemethode
Bij het extrusieproces wordt rubber door een schijfvormige matrijs geperst. Rubberen buizen gemaakt door het extrusieproces maken gebruik van een zachte, niet-gevulkaniseerde rubbersamenstelling. Onderdelen die met deze methode worden geproduceerd, zijn zacht en buigzaam en worden na het extrusieproces gevulkaniseerd.
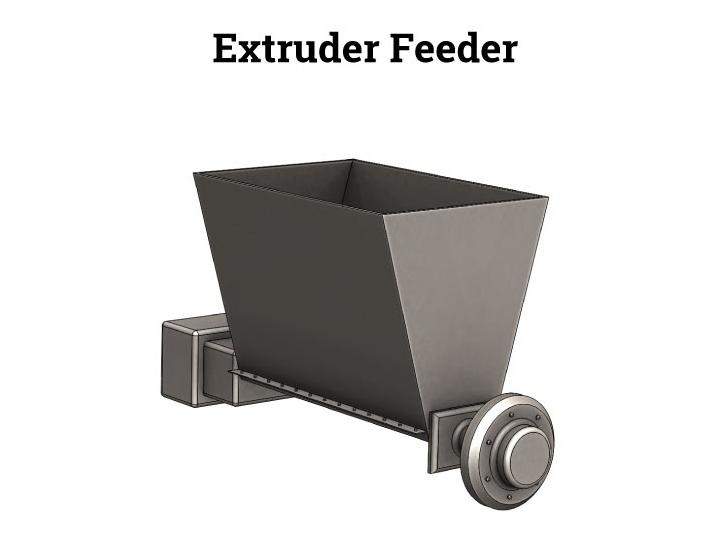
Voeden
Het extrusieproces begint doordat het rubbermengsel in de extruder wordt gevoerd.
Draaiende schroef
Het rubbermengsel verlaat langzaam de feeder en wordt naar de schroef gevoerd die het naar de matrijs beweegt.
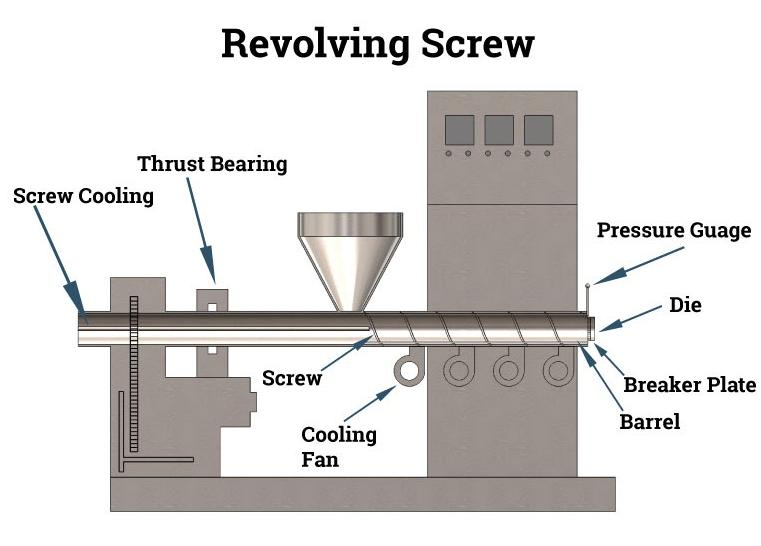
Rubberen buismatrijs
Terwijl het ruwe rubbermateriaal door de schroef wordt voortbewogen, wordt het door een matrijs geperst in de exacte verhoudingen tot de diameter en dikte van de buis. Naarmate het rubber dichter bij de matrijs komt, nemen de temperatuur en de druk toe, waardoor het extrudermateriaal opzwelt, afhankelijk van het type compound en de hardheid.

Vulcanisatie
Omdat het rubber dat bij het extrusieproces wordt gebruikt niet-gevulkaniseerd is, moet het een of andere vorm van vulkanisatie ondergaan zodra het door de extruder is gegaan. Hoewel behandeling met zwavel de oorspronkelijke methode voor vulkanisatie was, zijn er door de moderne productie andere typen ontwikkeld, waaronder microware-behandelingen, zoutbaden of verschillende andere vormen van verwarming. Het proces is nodig om het eindproduct te krimpen en te verharden.
Het vulkanisatie- of uithardingsproces is te zien in het onderstaande diagram.
Posttijd: 25 augustus 2022